




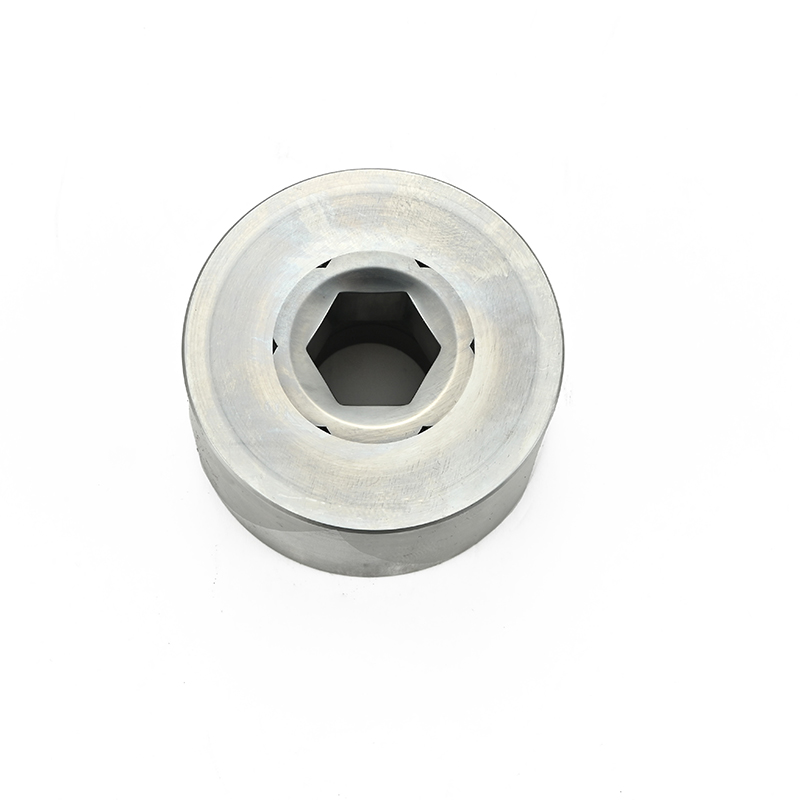


Altıgen Dahili Kalıp Çekirdeği
| Öğe | Parametre |
| Anavatan | Guangdong, Çin |
| Marka adı | Nisun |
| Malzeme | VA80,VA90, KG6, KG5, ST7, ST6,KARBÜR |
| teknoloji | CAD, CAM, WEDM, CNC, Vakum ısıl işlem, 2.5-Boyutlu Test (projektör),Sertlik test cihazı,vb.(HRC/HV) |
| Teslimat süresi | 7-15 gün |
| OEM ve ODM | 1 ADET Kabul Edilebilir |
| Boyut | özelleştirilmiş Boyut |
| Paketleme | PP+Küçük Kutu ve Karton |
Karbür kalıp:
1. Düz delik ölür
2. Ekstrüzyon ölür
3. Segmentli Altıgen Kalıplar
4. Kesici ve bıçak
5. Özelleştirilmiş ölür
Segmentli kalıplar, tungsten karbür veya özel çeliklerden ya ek parçalar ya da komple kalıp düzenekleri olarak tedarik edilebilir.Takım ömrünü uzatmak için değiştirilebilir parçalı bıçakların avantajları geniş çapta kabul görmüştür.Tüm aletler müşterilere gönderilmeden önce sertifikalandırılmıştır.
Verimli ve hızlı büyüyen bir şirket olarak Nisun, özel altıgen parçalı kalıplar sağlama konusunda aktif olarak kararlıdır.Sağlanan ürünler, en iyi kalitemiz ve kolay kurulumumuz için dünya çapında büyük beğeni topluyor.Bu kalıplar yenilikçi profesyoneller ve ileri teknoloji tarafından üretilir ve farklı endüstrilerde farklı tipte bağlantı elemanları üretmek için kullanılır.Ayrıca müşteri ihtiyaçlarına göre farklı ebatlarda ürünler de sağlayabilmekteyiz.
1. Vida veya somun kalıbını doğru yapmak için tungsten çelik malzemesini ve boyutunu seçin.
2. Şekillendirme zorluğu, boyutu, vida ve somun uzunluğu arasındaki farka göre, kalıp yapısı makul bir şekilde tasarlanmalı, çok istasyonlu ve somun kalıbı, yıpratıcı deformasyon ve şekillendirme sürelerinin makul bir temelinde tahsis edilmelidir.
3. Kalıp, ayna bitirme gereksinimlerine uyacak şekilde ince işçiliğe, doğru boyuta, delik çapına sahiptir.
4. Girişim gerilimi dağıtım marjı, uygun alaşım konik boyutunu seçin.
5. Kabuk çelik manşon sert ve iyi ısıtılmış olmalı ve vakumlu ısıl işlemden sonraki sertlik aralığı 45 ℃ - 48 ℃ arasında olmalıdır.
6. Kalıp deliğini ve tel yüzeyini temiz ve pürüzsüz tutun, soğuk çekilmiş tel bilyeli tavlamadan sonra sıkıca çivilenmelidir.
7. Döngüyü ve tungstenin sonunu öğütmek için elmas çark kullanıyoruz.





